
资讯中心NEWS CENTER
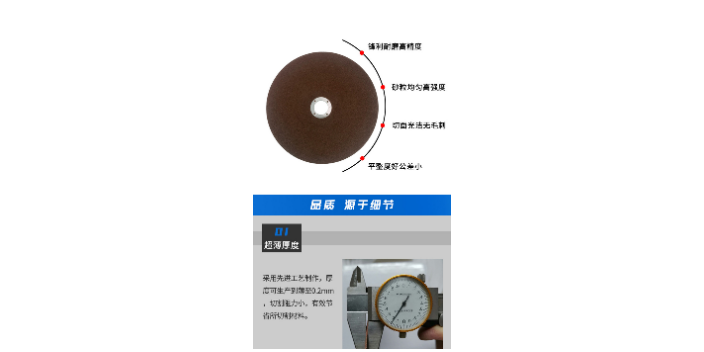
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展制样耗材,金相切割片均采用强度树脂和推荐的特制磨料,它们容许的线速度大,均超过50米/秒,不易脆裂;切削锋利,切削热极小,样品热影响层浅,从而大限度地减少干扰、为金相制样的下一步提供了前提。可以使用在机械、汽车、船舶、冶金、化工等行业,也可使用在现代住宅、厂房的铁器装修和设备修理。专业磨一般金属、不锈钢、碎火钢、工具钢建筑金属、铸造灰铁,坚硬铸铁金属。此砂轮工作不易烧伤发热,切割速度快,效率高,耐用。制样耗材金相切割片超硬克星,红色,适用于非铁基有色金属材料HV>600。广州金相切割液制样耗材制造厂商
制样耗材金相切割液,使用冷却液有两方面作用:一是起冷却作用。由于切割过程中圆锯片与石料之间的摩擦和冲击作用,在切割面上产生大量的热量,而石材的散热性又差,使大部分热量被锯片吸收,尤其是金刚石刀头,更是首当其冲,这样极易造成金刚石石墨化,刀头也易被灼伤和易脱落。同时钢基体也易产生热变形及从水口根部开裂。用大量的冷却液持续地从锯片前后和两侧均匀地向切口处喷洒,会起到很好的冷却和保护锯片的作用;使用冷却液的另一个作用就是冲屑。湖南金相切割片制样耗材哪个牌子好制样耗材金属金刚石切割片,切口更薄更光滑,可连续切割,切割寿命长。
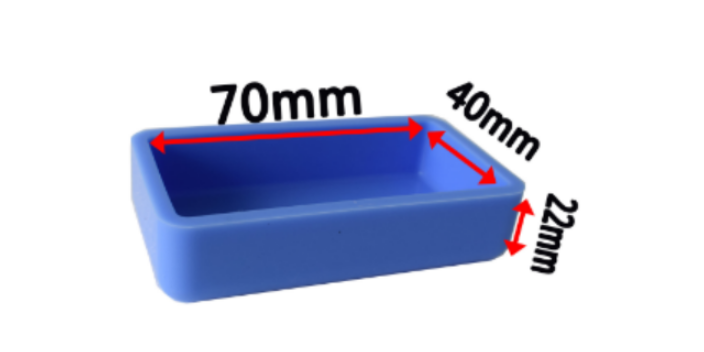
制样耗材,冷镶嵌常碰到问题:使用丙烯酸透明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。明热镶嵌树脂镶嵌,出模后发现试样中间出现云朵/棉絮状(切开观察为气孔)。压力不足,芯部固化不完全。适当提高压力和加热温度,延长保温时间。环氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。氧树脂冷镶嵌,发现长时间都不固化,或者固化后树脂非常软。配比正确的情况下,环境温度过低,未达到树脂与固化剂快速反应的温度临界。浇注完成后保证试样在25℃室温以上,或将样品置于30℃恒温箱中固化。
制样耗材,冷镶嵌常碰到问题,使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。搅拌方式过于用力,引入了较多气泡;树脂储存环境温度较低,树脂粘度过大,气泡难以溢出。正确的搅拌方式;树脂在使用前可以稍微加热,降低粘度,同时推荐使用真空系统,排出树脂内气泡同时帮助树脂更好的填充孔、缝隙。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。脱模困难说明树脂收缩率低,与模具粘结过于牢固。在浇注之前正确使用脱模剂;确认模具内壁粗糙度,越粗糙越难脱模。制样耗材热镶嵌树脂,可溶解型透明,适用于样品需回收并对部位尺寸、层深等有要求的样品。
制样耗材,金相切割选型,普通切割机切割片的选择 普通切割机通常是指固定式切台、功率<3KW、转速为2900转/分钟。普通切割机通常切割直径小于50mm的工件。由于切割功率较小为了减少径向摩擦阻力,这时我们通常选择厚度为3.2mm的切割片。这样的切割片较薄并且具有一定的弹性,切割时感觉更加锋利些。我公司产品为了减少侧向摩擦阻力将面接触变为点接触,并且在配方系统中加入润滑剂,这样可以降低切割时产生的摩擦热,提高切割片的耐用度和锋利度。制样耗材热镶嵌树脂,固定或者包埋对温度不敏感的样品材料。江苏镶嵌粉制样耗材按钮操作
制样耗材金属金刚石切割片,采用先进的纳米超薄配方,精密热压技术。广州金相切割液制样耗材制造厂商
制样耗材,冷镶嵌树脂常碰到问题,环氧王树脂冷镶嵌时,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘收缩,更严重时出现树脂内连串的气泡。氧树脂冷镶嵌,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘时出现树的气泡。环境温度过高(置于烘箱的情况下);树脂一次使用量过大,致使反应放热多,温度急剧升高,树脂反应更剧烈;树脂长时间处于较高负压真空环境下。广州金相切割液制样耗材制造厂商
无锡欧驰检测技术有限公司位于长江路16号软件园B栋8607-1室。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造仪器仪表良好品牌。无锡欧驰立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。



